 Medical products have always presented design challenges because of their complexity, functional specifications, cost constraints, aesthetic requirements and size. These issues forced designers to constantly search for cost-effective and commercially proven manufacturing methods and materials to transform their ideas into marketable products.
Medical products have always presented design challenges because of their complexity, functional specifications, cost constraints, aesthetic requirements and size. These issues forced designers to constantly search for cost-effective and commercially proven manufacturing methods and materials to transform their ideas into marketable products.
A few years ago our design firm was awarded a project that represented a classic case study involving these challenges. Integrated Design Systems, Inc. was chosen by Fonar Corporation to develop a set of covers for their new Stand Up MRI system.
This project was a unique and exciting opportunity for many reasons. First, we had an opportunity to meet and work with Dr. Raymond Damadian, the president of Fonar and inventor the first MRI Scanning Machine. Second, this was one of the physically largest and most challenging projects we ever encountered. Third, this product was the first of its kind, allowing patients to stand within an open framed MRI during scans.
Because this product represented a revolutionary step forward in MRI, Dr. Damadian sought a design that was consistent with the breakthrough concept. He described his vision for the new product to convey comfort, technological leadership, quality and most of all, openness.
These characteristics had to be compliant with the massive inner steel structure, which created the powerful magnetic field used in the imaging process.
The project was initiated with a few meetings to gain a thorough understanding of the entire system and general principles of MRI technology. This information was compiled in a report that included this abbreviated list of design parameters:
- The covers must be visually attractive and aesthetically compatible with medical office décor.
- A major objective is to create the illusion of space to minimize or eliminate claustrophobia for patients.
- The covers should easily be applied to the existing MRI structure, which measured 9 feet high x 10 feet wide and 14 feet long.
- Covers should be easily removed for service.
- Covers must be designed in a non-metallic material.
- The manufacturing technology for fabricating covers should be suitable for low production quantities with minimal tooling investment.
- The final documentation package should be adequate for constructing all molds and covers.
- Seams should be minimized for sanitation purposes and visual consistency.
- Mounting hardware must be concealed and non-metallic.
- Covers will mount to the existing frame, which cannot be altered.
- Covers should provide adequate clearance for internal components and wiring.
We also had the added responsibility of identifying vendors, providing Fonar with vendor interface, and assisting Fonar with preproduction project management during assembly of first articles. The design also had to account for wire routing and management between the MRI and installation site.
After the product specifications were clearly defined, we imported Fonar’s CAD file of the inner structure into our CAD system.

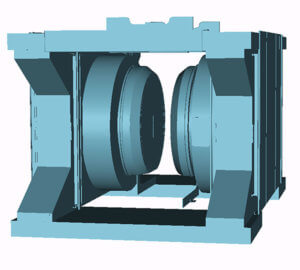
Concept sketches were created using a printout of this inner frame as an underlay for maintaining proper proportions. Dozens of concepts were sketched, exploring a diverse cross-section of possible enclosure designs.


During this phase, creative and artistic intuition was emphasized to develop imaginative concepts that would capture the desired vision. Our objectives were focused on creating a design that would provide Fonar with a distinctive product image that could easily be transferred from one product to another.
Parallel to this activity, an examination of competitive products was conducted to provide us with points of reference during our concept evaluations. Human factor issues were also reviewed to assure us that proposed designs would accommodate all patient orientations. These preliminary sketches were critiqued with Fonar based on initial visual impact, potential manufacturing options and estimated cost.
Creative Rough Ideas Become Product Design Concepts
A few of the most promising concept sketches were selected for further refinement using CAD. The overall form, surface details and proportions of the outer covers were carefully sculpted around the underlying steel structure to ensure that the final design could be implemented.
Four CAD models were completed and ultimately rendered as photo-real images suggesting surface finish, color and shadow. Each concept was presented to Fonar in large, high-resolution color prints as well as electronic TIFF files.



During this meeting, each concept was reviewed based on overall visual impact as well as projected sales, tooling budget, amortization and number of parts. Field service requirements were discussed based on ease of access. Assembly steps were briefly reviewed based on the estimated number of parts and proposed attachment methods.

Photo 5
After this presentation, Dr. Damadian selected the concept shown in Photo 5 as his choice. This selection was made despite our recommendations that it was the most expensive design for tooling and overall part cost.
We now faced our next greatest challenge of converting this concept into a real product based on a long list of very challenging design criteria. We entered this next phase of development with open minds. The challenge was to objectively identify cost-effective materials and processes to reproduce this exciting design without sacrificing aesthetic details.
Our first step in this process was to carefully examine the overall design and decide where covers should be segmented based on molding, assembly, service and tolerances. After many hours of brainstorming and reviewing proposed options, we decided to split the covers into the pieces. (Photo 6) These separation boundaries satisfied most of our concerns.

Photo 6

Photo 7
Since the side panels were flat and could be specified in a non-ferrous material, we choose fabricated aluminum sheet metal as our material and process. A series of flat reinforced 3.5 feet wide x 9 feet high x 1 inch .125 thick reinforced aluminum sheet metal modules were designed to repeat along each side of the scanner. (Photo 7)
This process and material eliminated unnecessary tooling investment and yielded an accurate structural cost-effective part. Our client’s service department specifically identified sections of the machine that required easy access during field service.
 These areas were optimized for ease of access by designing covers that readily could be removed by a field technician. Since the scanner frame was symmetrical left and right as well as front to back, covers were designed with symmetry to minimize tooling cost.
These areas were optimized for ease of access by designing covers that readily could be removed by a field technician. Since the scanner frame was symmetrical left and right as well as front to back, covers were designed with symmetry to minimize tooling cost.
The overall design was now mapped for further detailing based on a specific process and material. The major parameters affecting our decision for selecting optimum materials and processes for the remainder of these covers are:
- Tooling cost had to be minimized and fall within a specific budgetary limit.
- The molding process had to consistently reproduce large parts with complex surfaces and tight tolerances.
- The molding process had to yield parts with an excellent surface finish.
- Plastic parts were required to be structural and rigid so they could be easily transported and installed without fixtures.
The Search for a Satisfactory Process
Plastic molding processes that were considered are listed below with comments:
Reaction Injection Molding. Although this process is ideal for molding high quality, tightly tolerated, large complex parts, tooling costs would have been prohibitive. The investment required for machined aluminum tooling for these large parts would have easily exceeded one million dollars. What’s more, RIM polyurethane parts would have lacked the rigidity and structural integrity required during handling and installation.
Pressure Forming and Twin Sheet Forming. These processes are a variation of vacuum forming, which is based on the deformation of a heated sheet of plastic within a mold. Part depth is limited because the material stretches as it conforms to the mold causing thickness variation during processing.
Both of these processes were seriously evaluated for some of the shallow parts because of processing limitations. Although tooling prices and part costs were attractive, the process was disqualified because of material and processing limitations. Thermoplastic materials would have been too flexible for these large parts, and most parts would have required too deep a draw for these processes.
Rotational Molding. Rotational molding is ideally suited for large complex shapes. Tooling costs are generally low and part quality can be consistently maintained during production. Parts are typically molded in cast aluminum molds with a hollow core. Unfortunately, this process has two significant drawbacks: limited resin selection and poor tolerance control. The majority of resin molded is polyethylene, which is a low modulus material with a waxy surface finish. Tolerance fluctuation is caused by the resin as well as limited process control and tool quality.
Chopped Sprayed Fiberglass. Chopped fiberglass or open mold hand-laid fiberglass was also evaluated but discarded during this investigation. Although the process satisfied most of our requirements, it was rejected because of concerns for consistent quality and tight tolerance control. Lack of dimensional control caused by inconsistencies in this manually intensive process was confirmed after interviewing several processors. Processors were generally apprehensive of tight tolerances, wall thickness consistency, internal surface finish and overall geometry. OSHA and EPA regulations were other factors to consider.
Resin Transfer Molding. Our familiarity with resin transfer molding was limited to a general overview of the process. After speaking to representatives within the American Composites Manufacturers Association (ACMA), we were directed to several qualified experts in RTM, one was John Moore of RTM Composites. During my telephone conversations with John, I was impressed with his honesty and thorough knowledge of the resin transfer molding process.
After evaluating my requirements he suggested that I consider a variation of RTM referred to as RTM Light. His description of this process and its success in products like the Viper aroused my interest. Although there were many questions regarding this process, our major concern was its lack of popularity within the composites industry and the limited number of experienced molders.
After evaluating the attributes and limitations of each process, we decided to focus our attention on conventional RTM and RTM Light. Candidate vendors were identified based on recommendations obtained from the ACMA and suppliers within the industry. This pool of vendors was further analyzed by interviewing key personnel by telephone, receiving samples and examining facility photographs.
Three finalist candidates were individually evaluated with personal interviews at their facilities and as well as ours. Visits to a few facilities helped us evaluate the small group of candidates based on their equipment, capabilities and experience in molding similar products. One candidate had extensive experience in conventional RTM, another had extensive experience in RTM and RTM Light. The third had mixed experience in RTM and polyurethane RIM molding.
Throughout this evaluation phase, the design detailed features that gradually included attachment methods, seams between covers and molding parameters. After we decided to select RTM as the optimum molding process, panel details evolved with specific features for that process.
During our evaluation, we asked questions and expressed concerns about specific design details with the candidates to test their knowledge of the process. Some molders could not commit to specific tolerances and offered vague guidelines. Other molders proposed splitting the front corner cover into two or more pieces, which would later be assembled with bonding.
Machining all the molds in aluminum was also proposed by some molders who were doubtful of the RTM Light technology. Many of these alternative ideas introduced more problems than solutions and were discarded.
Our evaluation eventually narrowed the selection to one candidate for the project; Phoenix Industries of Crookston Ltd. In Crookston, Minnesota, headed by Jeff Burgess at that time. Mr. Burgess is now with Acrylon Composites in Grand Forks, ND. Jeff’s extensive experience in RTM and RTM Light was demonstrated by the size, complexity and number of different products that were manufactured in his plant with these processes.
The other candidate specialized in molding conventional RTM parts which were heavily glass filled, non-appearance products with demanding structural requirements. These applications required expensive machined aluminum molds and large clamping presses which would have been cost-prohibitive for this application. The third candidate lacked the technical depth and focus on the RTM process since he was involved in three different molding processes within the same small facility.
Once Phoenix was selected as the molder, we worked closely with their tooling and processing engineers, providing CAD files as the design evolved. When the design was approximately 80 percent completed, a project meeting was held at Fonar, Phoenix with representatives from Fonar, Integrated Design Systems (www.idsys.com), and Ketco (www.ketco.com). Ketco was a major contributor to this project based on its unique capabilities of CNC machining extremely large patterns and models directly from CAD files within tight tolerances. (Photo 8a)
During this critical meeting, every design detail was honestly and objectively presented by IDS for input from the group. Issues that were discussed are summarized as:
- The overall design was reviewed based on aesthetics and assembly methodology.
- Molding issues about specific covers and how the mold would be parted were examined.
- Draft angles and depth of draw were discussed.
- The surface finish was also reviewed based on molded-in color with a gel coat or post operations such as painted polyurethane.
- Ketco described their machining capabilities and how they could machine and deliver an interim non-functional model for an upcoming trade show within four weeks.
- Methods for attaching mounting blocks to the inside of molded covers were reviewed.
- The overall schedule was discussed based on risks, backup plans and critical milestones.
At the end of this extremely productive meeting, a clear set of common objectives was established for the remainder of the project.
Resolving Challenges with Imagination and Technical Knowledge
 We proceeded with the design details to include draft, clearances, inserts, shut-offs, and all other molding features required to produce RTM parts based on our accepted specifications. Our ultimate objective was to provide Fonar with a complete set of production part files based on the technical requirements of the RTM Light molding process.
We proceeded with the design details to include draft, clearances, inserts, shut-offs, and all other molding features required to produce RTM parts based on our accepted specifications. Our ultimate objective was to provide Fonar with a complete set of production part files based on the technical requirements of the RTM Light molding process.
We planned to release these files to the molder and toolmaker for cutting patterns directly from these unedited CAD files. Solutions to the design challenges we faced throughout this development required imagination, keen awareness of manufacturing tolerance limitations and extensive technical knowledge in mold design. We routinely corresponded with engineers at Fonar for their comments on proposed design alternatives.
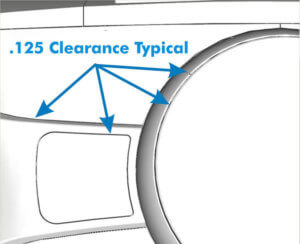 Our objective was to attach panels without fixtures. This concept required a careful analysis of cumulative tolerances resulting from RTM parts, sheet metal and machined parts based on different design alternatives. Tolerance limits were verified with each vendor, including Phoenix, to ensure that molded parts would fit together as anticipated. To our pleasant surprise, Phoenix assured us that they could hold +/- .06” over 9 feet. Although I had reservations about this extremely tight tolerance, Jeff Burgess assured me that he would guarantee the parts to comply with this specification. We proceeded to leave only .125” clearance between all covers.
Our objective was to attach panels without fixtures. This concept required a careful analysis of cumulative tolerances resulting from RTM parts, sheet metal and machined parts based on different design alternatives. Tolerance limits were verified with each vendor, including Phoenix, to ensure that molded parts would fit together as anticipated. To our pleasant surprise, Phoenix assured us that they could hold +/- .06” over 9 feet. Although I had reservations about this extremely tight tolerance, Jeff Burgess assured me that he would guarantee the parts to comply with this specification. We proceeded to leave only .125” clearance between all covers.
The RTM Light process has many inherent advantages for yielding cost-effective, high-quality parts with tight tolerances and consistent surface finish. The process, which has been perfected by JHM Technologies, is based on a pressure-balanced system of molds and resin transfer equipment. Internal mold pressure is initially evacuated to 6 to 8 psi (approximately ½ atmospheres or 14.7 psi), and monitored by a transducer, located approximately at the center of the mold.
As resin is injected into the mold, the injection pressure is regulated by the feedback from the transducer’s measurements of internal mold pressure. The balanced pressure system permits the use of low- cost, minimally reinforced molds that will not blow apart or distort.
Precut glass mat is placed in the cavity half of the mold without obstructing the gasket. Molds are kept closed by a high vacuum around the perimeter of the mold, between two sealed gaskets. This principle is the key difference between conventional RTM and RTM Light. (Photos 11 to 11f)


Undercuts within some of the parts were reviewed with Phoenix and Ketco to discuss tool and part design. The most difficult part was the front corner cover which required complex twisted surfaces to be swept in the direction of tool draw. Despite our best efforts to avoid undercuts this part required a few removable pieces in the mold to create the desired appearance and function.



Parallel with this development, we examined design options for registering and fastening covers. These needed to comply with service, assembly and tolerance requirements for this room-sized 14 feet x 10 feet x 10 feet instrument.
After reviewing all the design specifications, we decided to reference all the covers to mounting points on the inner-machined steel frame. The inner steel frame was comprised of a few monolithic precision-machined blocks that could be modified for adding attachment hardware.
Since all covers were symmetrical about the center axis of the imaging area, we decided to use this central point as our zero datum. A precision-machined fiberglass-reinforced structure was designed to mount to the steel frame at this point. This frame would accurately support covers around the imaging area. Once these covers were properly positioned on the frame, additional symmetrical covers could be registered and added to the substructure. This assembly scheme provided a means of assuring that all covers would be symmetrical about the center of the instrument without fixtures.
One of our goals was to attach all covers with concealed hardware to maintain the desired aesthetic details. This objective required establishing a priority for assembling covers in a specific order. Placement of one cover over the mounting flange of another allowed us to locate non-metallic fasteners behind the most recently attached panel.




RTM parts provide rigid net shape shells devoid of any mounting features on the inside. Molded parts must be subjected to a few secondary operations before they become functional covers. One of these operations is trimming. Trimming simple two-dimensional planar edges is relatively simple and can be achieved with a simple fixture or two-axis CNC routers.
However, these large complex parts with +/- .06 inch tolerances required 5-axis CNC routing with trimming programs based on part CAD files. Trimmed edges were designed along non-visible edges to minimize rejects due to potential cosmetic irregularities. This design detail yielded parts with molded features on all visible surfaces and along all dimensionally critical edges.



 Extruded aluminum mounting rails were bolted along the exterior walls of the internal steel structure. Specially designed mounting hardware was attached to the rails that supported the sheet metal panels.
Extruded aluminum mounting rails were bolted along the exterior walls of the internal steel structure. Specially designed mounting hardware was attached to the rails that supported the sheet metal panels.
Mounting blocks were added to the rear side of the covers permitting attachment of fastening hardware on precision-machined flat reference surfaces. These mounting blocks required matching their surfaces to the complex inner surfaces of the covers.
We suggested that blocks be cast in a net shape using high-density polyurethane foam since repeated CNC machining would have been cost-prohibitive. The molded contoured block would be matched to the inner wall of the cover for which it was intended and securely bonded with a structural adhesive.
 After the blocks have been bonded in position, mounting holes for hardware and locating pins would be CNC machined using the CAD data files. (Photo 16)
After the blocks have been bonded in position, mounting holes for hardware and locating pins would be CNC machined using the CAD data files. (Photo 16)
The following pictures present the final design with many of the details cited in this article.
In conclusion, we would again thank the individuals and companies that participated in this project. Exciting projects such as this can only be realized by a cooperative team of dedicated individuals who share a common vision and determination to make it happen.




In addition to the people involved in this program, this design would have been impossible to manufacture without Light RTM technology. This derivative of RTM provided the perfect balance of tooling cost with part quality, size, complexity and structural integrity required for this product.